| This page is dedicated to the fine art of engine building |
| Jack Putnam has been in the Model T rebuilding business for many years. Therefore, he was chosen to short block the engines for the T100 project for The Ford Motor Company. This page is set up to allow Model T enthusiasts the opportunity to see some of what goes into the setup of a Model T block. Some of the steps have been left out either because they are considered too common or we just didn't have the camera when we were working on it. If anyone has technical questions, email Jack Putnam. If you want the rookies perspective, email Jim Cook. |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
| Brand new block needed a lot of cleaning. These blocks were machined one at a time. Original blocks were machined in batches. |
| An engine builder's dream. Four brand new Model T blocks ready for Jack to work his magic. |
| Here we see the smoothness of the core print areas of the block. |
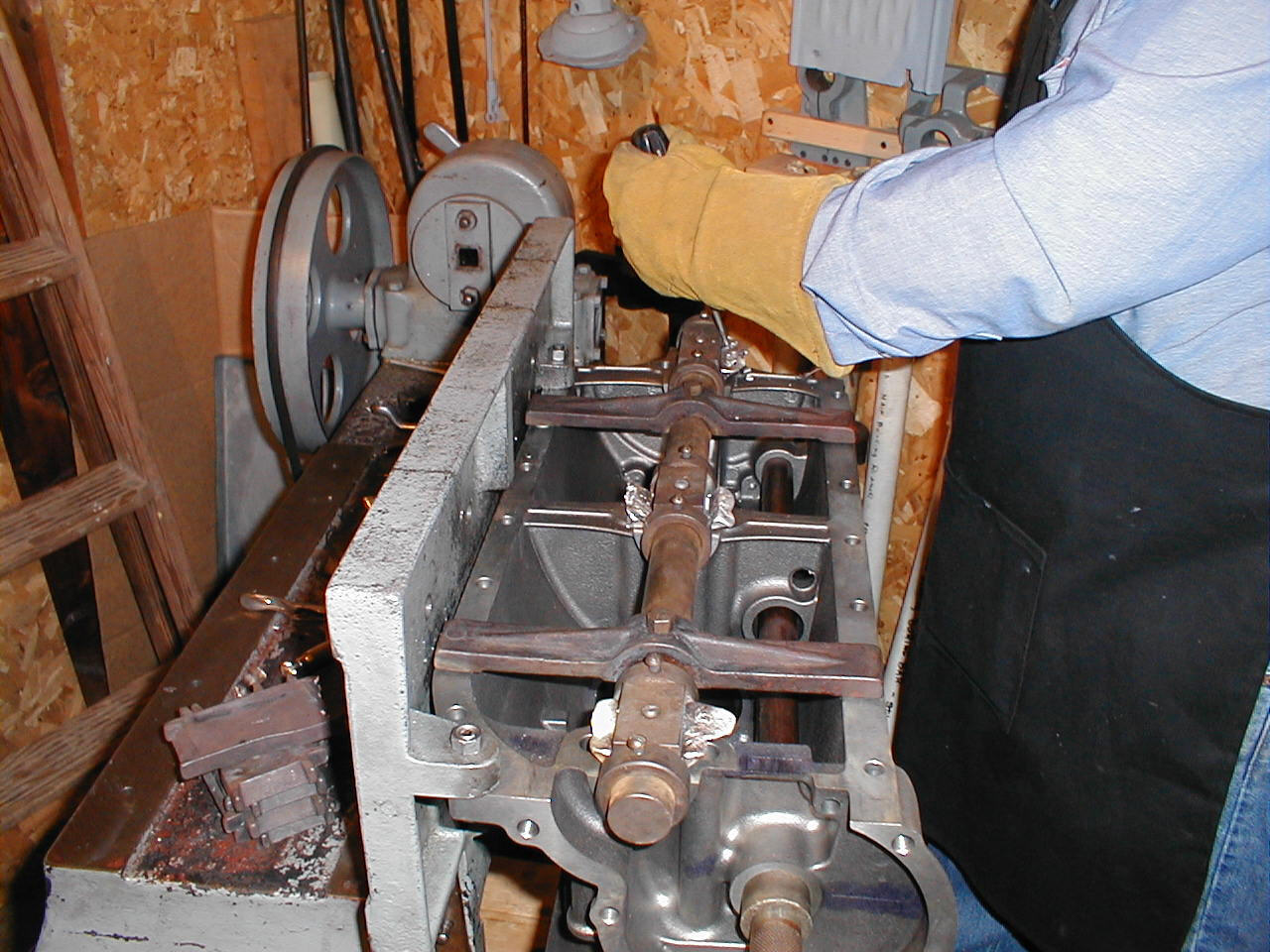
| The pouring process begins with the setup of the pouring fixture centered over the three block mains. Chills are placed next to the fixture to help guide the babbit into place and create a shear spot to clean off the extra babbit. |
| Babbit is poured down both sides of the bearing to ensure a solid sheet of metal is formed. pouring too slow or too cold will cause chilled spots in the babbit and the process will need to be repeated. |
| Once the babbit has cooled, the chills are removed and the extra sprue is knocked off with a swift smack of the hammer. |
| As the babbit cools, it has a tendency to pull away from the iron in the block. The babbit is set in the block with a special tool made just for this purpose. The tool is wrapped with a hammer, first straight down and then to both sides. |
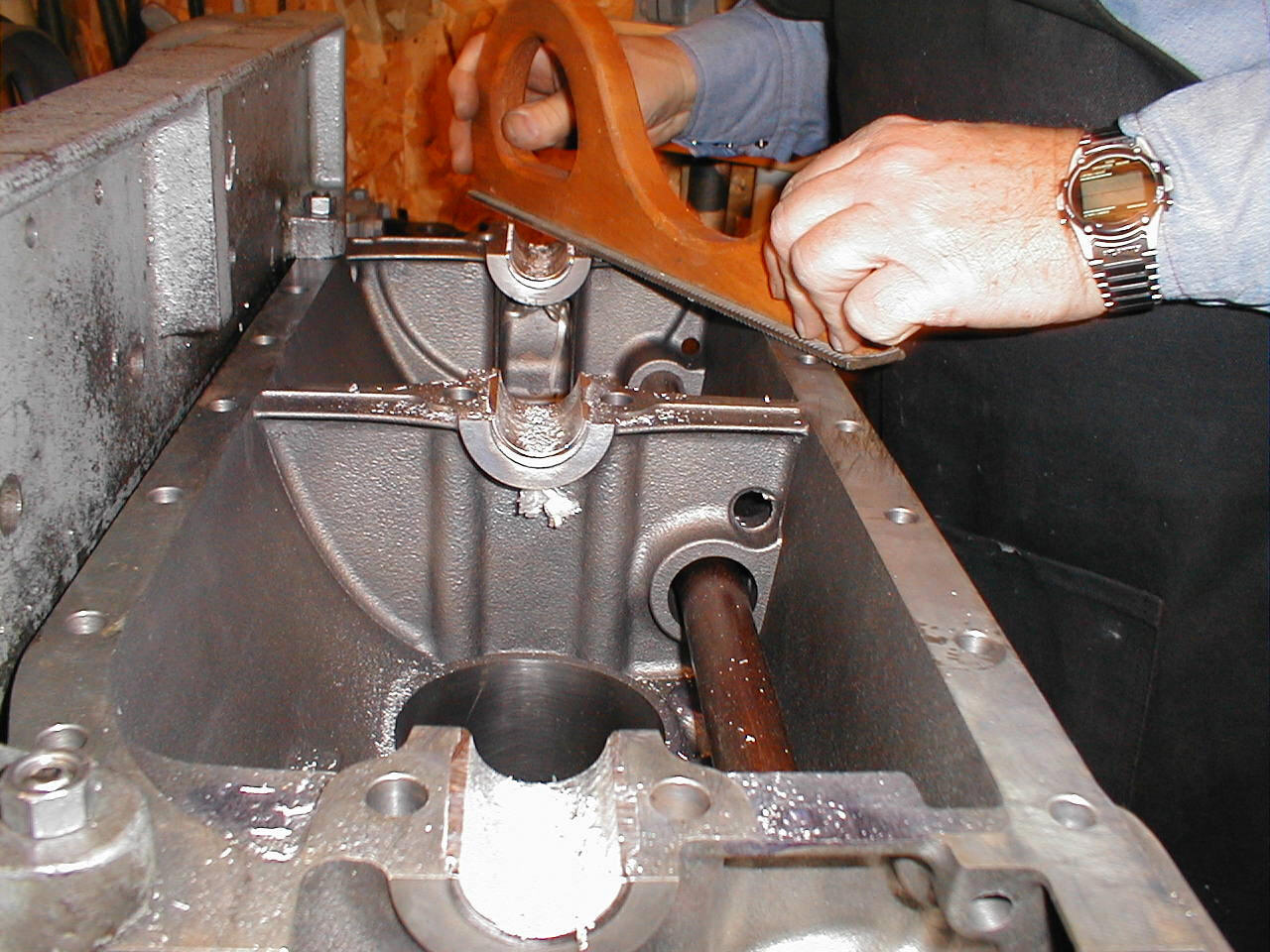
| A coarse rasp is used to rough cut the edges of the bearing smooth with the bottom face of the pads. Notice the rod that is running in the cam guides. It is used as a locater of all of the setup of the bearings and cam shaft |
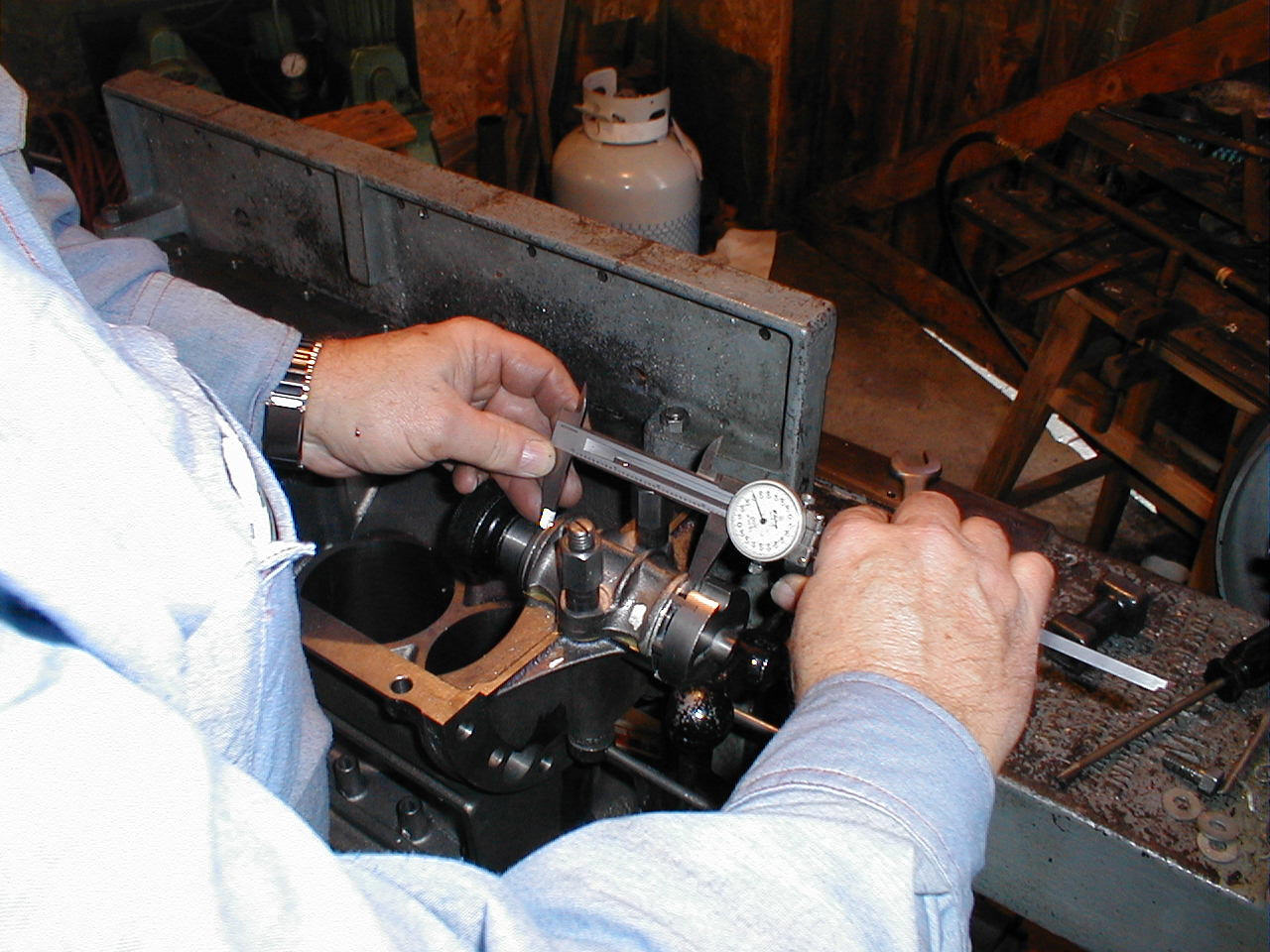
| The rear main is the most important bearing. It sets all of the end play for the transmission. I've learned from Jack that the tooling is the secret to making everything fit properly. |
| The rear main is measured often for an accurate fit of the crankshaft. |
| The crank is set into place and the bearing reworked until it fits perfectly in place. |
| Once all of the main bearings are set, the table of the Wilson Line Bore machine is flipped up and the crank is run in. The machine runs slow enough that there is not much chance of overheating a bearing |
| The babbit work requires a lot of heat. All of the bearing caps, rods, and rod caps were poured before the first block was poured. This mold was smoked because the babbit was sticking to it in one spot |
| The trick of babbit pouring is quick heat and quick chill. Too hot and you stick to everything. Too cold and you don't form the surface properly. |
| If you can learn how to keep a file flat while working with babbit, you can advance to bigger and better things. |
| Rods are best left as winter projects. If you can get someone else to do them, grab 'em. |
| As always click on the picture to seee the larger view. |